The balanced approach to inspection equipment
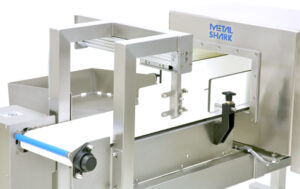
Conveyor Metal Detectors

The most widely used form of metal detection systems is conveyor-based metal detectors, which are essential in industries such as food processing and manufacturing. These systems integrate seamlessly into production lines, allowing for continuous inspection of products as they move along the conveyor belt. By using electromagnetic fields to detect metal contaminants, they help ensure product safety, prevent costly recalls, and maintain compliance with industry regulations. Conveyor metal detectors can identify ferrous, non-ferrous, and stainless steel contaminants, making them highly effective in detecting even the smallest metal particles. Their efficiency, automation capabilities, and ability to operate at high speeds make them the preferred choice for quality control in modern industrial settings.
Once metal is detected, the choices of automation in handling your products remains vast. Depending on your requirements, different grading or rejection systems can be implemented into the conveyor design and autonomously remove products from production flow that have been identified as containing metal. The more common conveyor grading and rejection methods are shown below;
- Air Blast
- Air Pusher / Kicker
- Retracting Belt
- Sweep Arm
- Divert Plate
- Lift Table
If you require a more bespoke option for your products, such as a soft divert onto a roller bed table for delicate products or a multi-section ‘ripple reject’ system for high speed lines, please CONTACT US for further information.